PTFE高频混压板盲孔加工工艺
随着5G通信技术与车载毫米波雷达产业的高速发展,车载电子设备逐步向高频化、高速化、高可靠性方向迭代升级,对高频印制电路板(PCB)的加工质量、信号传输稳定性与长期使用可靠性提出了更为严苛的技术要求。聚四氟乙烯(PTFE)树脂基板具备超低介电常数、介电性能稳定、高频损耗小等核心优势,可有效优化电路电气性能、提升高频信号传输精度,目前已成为车载毫米波雷达高频PCB的核心基材。
百能云板作为国内头部PCB智能制造服务平台,长期专注于高精度、高多层、特殊板材及特殊工艺PCB的研发与量产,在车载高频雷达板、77GHz毫米波雷达混压PCB、PTFE基高频PCB等细分领域积累了成熟的量产工艺与丰富的技术经验。针对PTFE高频板材盲孔加工过程中的行业共性难题,本文依托百能云板量产制造平台,开展系统性工艺优化与实验研究。
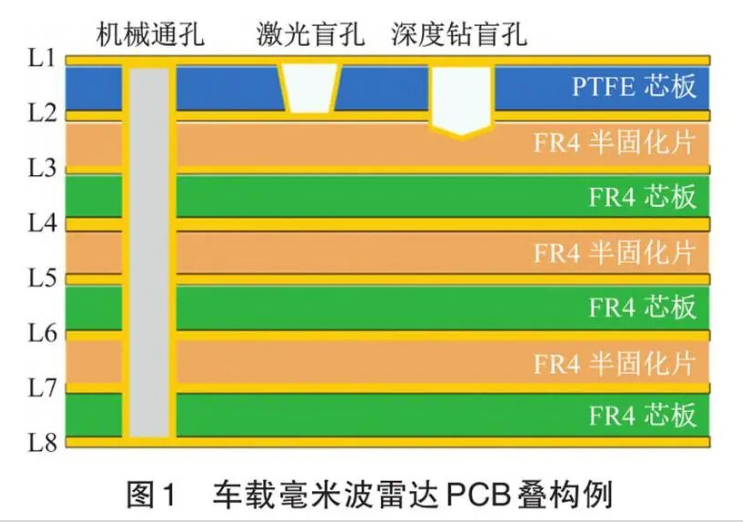
当前,表层PTFE树脂板材与内层FR4基材复合的混压高密度互连(HDI)叠构,是车载高频PCB的主流设计方案。该类板材集成高精度细密天线图形,天线层与射频层普遍采用激光盲孔、深度钻盲孔结构,以实现信号换层、电磁屏蔽与隔离功能。但PTFE材料特殊的理化特性,导致其盲孔激光加工过程中极易出现孔底碳化残胶、孔型畸变、侧壁不规整等缺陷,成为制约PTFE高频PCB量产良率与产品可靠性的关键技术瓶颈。
针对单一CO₂激光加工PTFE盲孔存在的孔底碳化残留、残胶清除不彻底等行业痛点,本文以PTFE/FR4高频混压板材量产制程为基础,采用CO₂+UV非一体机组合激光加工工艺开展正交实验研究。通过优化激光加工路径、匹配最优工艺参数,彻底解决盲孔孔底碳化残胶缺陷,改善盲孔加工形貌与尺寸精度,有效提升PTFE高频PCB的量产稳定性与可靠性,满足车载毫米波雷达终端产品的批量应用与高端质量要求。
1 盲孔加工碳化残胶缺陷成因分析
1.1 PTFE材料理化特性
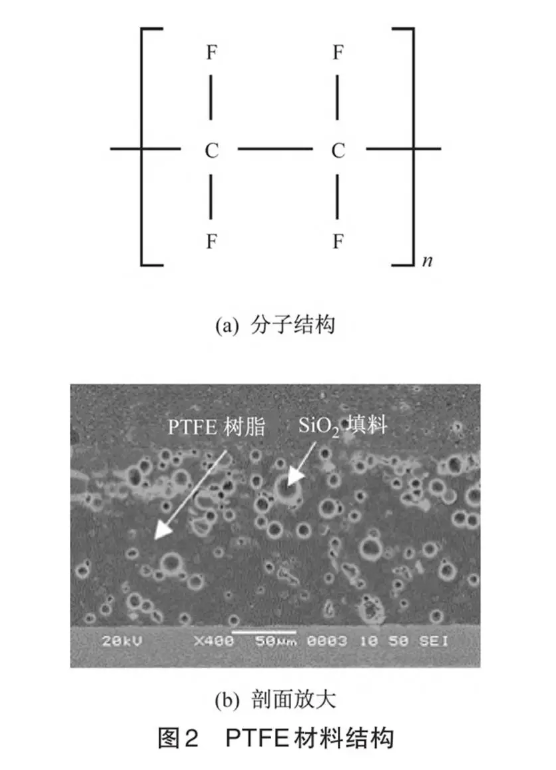
PTFE是一种高度对称的非极性线性高分子材料,分子链呈现螺旋形空间构型,内部C-F键键能极高,需在400℃以上高温条件下才可实现熔融与碳化,具备优异的高温热稳定性与化学稳定性,常规PCB加工工况下不会发生形变、变质等理化变化。稳定的材料特性使其成为高频信号传输的理想基材,但同时也大幅提升了激光精密刻蚀、盲孔成型的加工难度(材料分子结构如图2(a)所示)。
1.2 PTFE板材填料组成特性
本文实验所用PTFE板材内部填充粒径5~50μm的二氧化硅(SiO₂)、二氧化钛(TiO₂)等无机填料(微观形貌如图2(b)所示)。该类无机填料可有效提升板材介电稳定性与机械强度,适配车载复杂工况使用;但在激光加工过程中,无机填料会阻挡、反射激光光路,降低激光能量利用率,造成树脂刻蚀不均匀,最终诱发孔底残胶、局部碳化、孔型不规则等缺陷,是PTFE盲孔加工缺陷的重要诱因。
1.3 单一CO₂激光加工的技术局限性
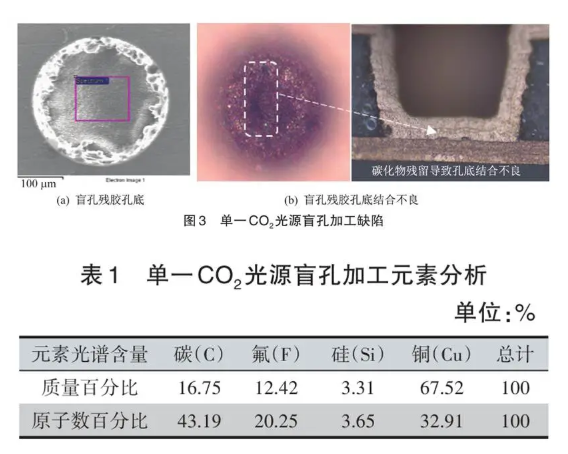
传统单一CO₂激光加工PTFE盲孔工艺,极易产生孔底小脚、无机填料碳化反粘、树脂残胶堆积等典型质量缺陷。行业通用的高锰酸钾化学除胶、等离子体物理除胶等后处理工艺,均无法彻底清除孔底碳化残留。经能量色散X射线光谱(EDX)检测验证,加工后的盲孔孔底仍残留大量含氟碳化特征元素(元素检测结果如图3及表1所示)。
孔底碳化残胶的持续性残留,会直接降低盲孔层间结合力,引发孔壁分层、层间互连导通不良等问题,严重时会造成孔底互连面剥离,大幅缩短PCB产品使用寿命,降低车载毫米波雷达设备的运行稳定性。
1.4 缺陷改善方案
目前行业主流优化方案为CO₂+UV一体激光钻孔工艺。UV激光属于冷光源,可精准作用于铜箔与树脂基材,在不损伤基材的前提下彻底清除CO₂激光加工遗留的孔底碳化物与残胶,保障盲孔加工精度与品质。结合百能云板现有设备配置与量产制造能力,本文采用CO₂与UV非一体机组合激光加工工艺,分步完成盲孔精密加工:第一步,利用CO₂激光快速刻蚀去除盲孔区域主体树脂基材,完成盲孔粗成型;第二步,依托UV冷激光高精度、低热损伤的技术特性,精细化清洁孔底碳化残留,彻底解决单一激光加工的工艺缺陷,全面提升PTFE盲孔加工质量。
2 实验部分
2.1 实验材料与设备
本次实验采用车载毫米波雷达专用PTFE/FR4高频混压板材,核心实验材料与设备配置如下:
实验材料:内层FR4芯板、FR4半固化片、厚度125μm外层PTFE覆铜板(铜层厚度分别为18μm、35μm)。
实验设备:百能云板量产生产线CO₂激光钻机、UV激光钻机、高倍光学显微镜、自动光学检测仪(AOI)、等离子体活化设备、成品可靠性综合测试设备。
2.2 实验流程与测试板设计
2.2.1 实验工艺流程
本次实验采用的完整制程如下:内层芯板制作 → 外层激光孔铜窗开窗 → CO₂激光盲孔粗加工 → UV激光孔底精清 → 水平化学除胶渣 → AOI外观检测 → 等离子体活化处理 → 塞孔电镀 → 线路图形制作 → 成品可靠性测试。
2.2.2 测试板设计
实验测试板总厚度125μm,设计200μm标准规格激光盲孔,搭载菊花链测试线路,可精准检测盲孔导通性能、层间互连稳定性,为工艺优化效果验证提供可靠的数据支撑。
2.3 组合光源加工对位精度分析
本文采用的CO₂、UV非一体机均配备独立高精度对位系统,以覆型掩模(CFM)开窗蚀刻铜盘为对位标靶,分两次完成盲孔加工工序。其中CO₂激光加工不损伤铜基材,标靶抓取精度高,加工光圈大于CFM开窗尺寸,可完全满足粗加工对位要求;UV激光二次精加工的对位精度,直接决定孔底清洁均匀性与底铜完整性,是组合工艺优化的核心关键。
为验证非一体机二次加工的对位稳定性,通过CFM开窗与UV激光圆心距测试条开展对位偏差检测。测试结果显示,两次加工对位偏差中值为10.35μm,远低于设备≤25μm的行业精度管控标准,可满足CO₂+UV组合激光工艺的优化实验与批量量产应用条件。
2.4 组合光源加工路径优化设计
为抵消UV激光微量对位偏差引发的孔底清洁不均匀问题,本次实验采用孔径外扩补偿设计,将激光加工路径整体外扩30μm,即200μm标准盲孔的铜窗开窗尺寸优化至230μm,实现孔底无死角清洁覆盖。
CO₂激光粗加工采用大光圈、密间距全覆盖扫描模式,选用150μm加工光圈、50μm孔间距重叠扫描方式,彻底刻蚀去除盲孔区域主体树脂,保证盲孔基础成型规整度。
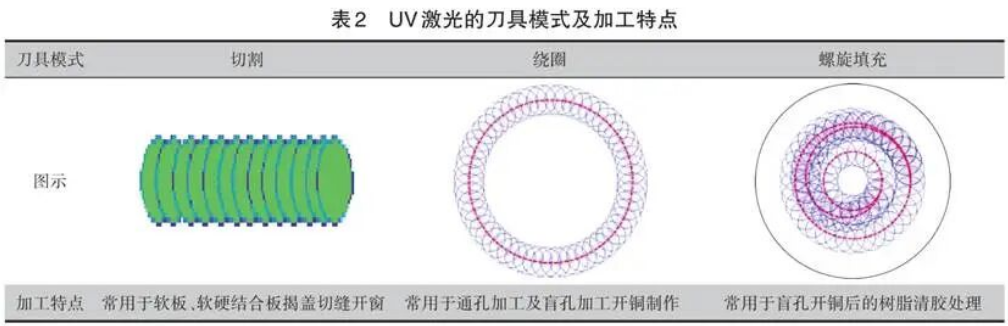
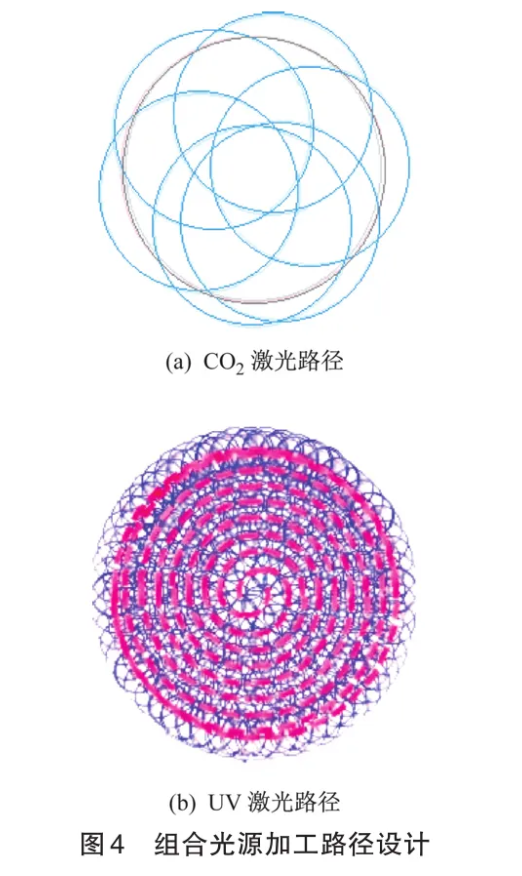
实验所用UV激光波长为355nm,具备光斑精细、聚焦性好、能量密度集中的优势,最小光斑直径可达20μm,适配高精度精细化清胶加工。基于其“孔底残胶精清”的工艺定位,本次实验采用螺旋填充清胶模式,单圈光斑直径约17μm,设置4圈螺旋扫描路径,可完整覆盖盲孔孔底区域,彻底清除碳化残胶(加工路径如图4所示)。UV激光加工模式及核心工艺特点如表2所示。
2.5 实验参数正交设计
CO₂激光沿用FR4基材成熟梯度参数完成盲孔粗加工,参数稳定可控。UV激光加工影响变量较多,为筛选最优工艺参数组合,本次实验固定加工次数3次、加工速度(450±30)mm/s、激光频率80kHz为定值因子;选取Z轴高度位移量、孔径补偿值、单脉冲能量为三大核心变量因子,各设置高低两个水平,设计L8(2³)加中心点的正交实验(DOE),共计9组实验样本。以加工后孔径规整度、黑孔、残胶、孔底碳化等缺陷情况为核心评价指标,筛选最优UV激光工艺参数。
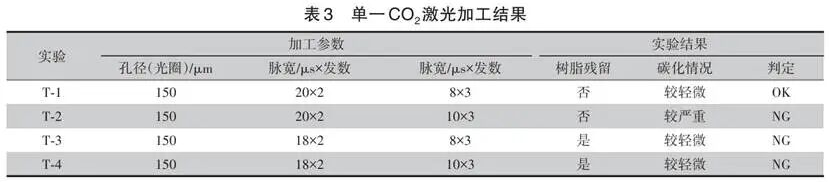
核心变量参数水平设置:低水平为Z轴高度位移2mm、孔径补偿20μm、单脉冲能量10μJ;高水平为Z轴高度位移3mm、孔径补偿40μm、单脉冲能量30μJ。CO₂激光基础加工参数如表3所示。
2.6 工艺评价方法
为全面验证CO₂+UV组合激光工艺的加工品质与量产可靠性,本次实验建立三级综合评价体系,覆盖外观形貌、微观结构、成品可靠性三大维度:
1. 外观检测:UV激光精加工完成后,采用AOI设备全面检测孔底碳化残留、黑孔、底铜击穿等外观缺陷;
2. 切片金相分析:电镀制程完成后制作金相切片,检测孔型规整度、上下孔径比、孔底小脚尺寸,判定产品是否符合行业品质管控标准;
3. 成品可靠性测试:通过耐电流测试、回流焊测试、热油浸泡测试、冷热冲击测试,验证盲孔结构的长期使用稳定性与环境耐受性。
3 实验结果与分析
3.1 组合激光加工孔底形貌分析
3.1.1 CO₂激光粗加工结果
采用百倍镜与高倍光学显微镜,对4组不同CO₂激光参数加工的盲孔形貌进行观测分析。实验结果表明,单一CO₂激光加工后的所有试样均存在不同程度的孔底碳化残留:激光加工能量过高时(T-2参数组),孔底出现大面积积碳发黑现象;加工能量过低时(T-3参数组),孔壁树脂刻蚀不彻底,残留薄层树脂膜,影响后续层间导通。综合对比各组试样形貌,T-1参数组合加工的盲孔孔型规整度最佳,孔底基础残留量最少,可为后续UV激光精清工序提供最优工况,因此确定T-1为CO₂激光最优粗加工参数。
3.1.2 UV激光精加工对位与参数影响分析
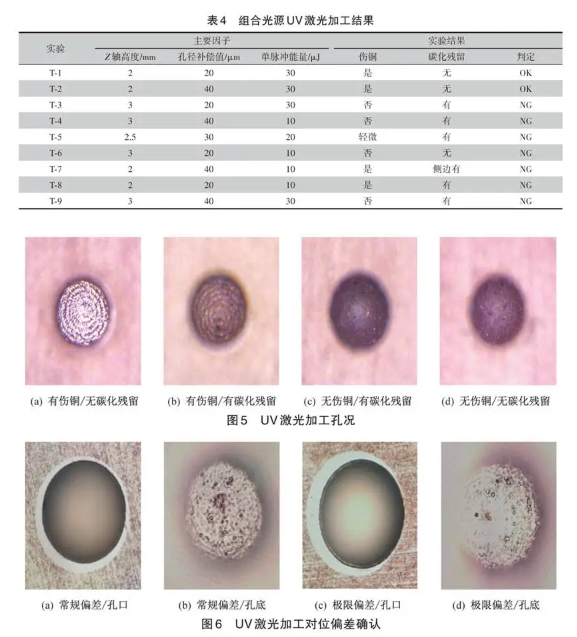
基于正交实验方案,对UV激光加工后的试样开展对位偏差检测与孔底微观形貌观测(结果如表4、图5、图6所示)。对位偏差测试结果表明,30μm孔径外扩补偿设计可实现孔底全覆盖清洁,但设备微量偏位会导致单侧清洁效果弱化,证实精细化对位补偿是保障孔底清洁均匀性的核心前提。
通过极差分析可得三大核心因子对残胶清洁效果的影响权重排序:Z轴高度位移量 > 单脉冲能量 > 孔径补偿值,各因子影响规律如下:
Z轴高度位移量:位移高度越低,激光焦点与材料表面距离越近,能量密度越集中,对孔底碳化残胶的烧蚀清除效果越彻底;位移高度过高会导致激光能量发散,残胶清除不充分,残留微量碳化杂质。
单脉冲能量:脉冲能量越大,单次激光扫描的残胶去除量越多,清洁效率越高;但能量过高会造成基材过度烧蚀、孔壁破损,破坏盲孔规整结构,影响产品品质。
孔径补偿值:适度的孔径补偿可保证激光加工路径完全覆盖孔底与侧壁,实现全方位无死角清洁;补偿值过大会导致激光路径发散、能量密度衰减,大幅降低清胶效果。
综合孔底清洁度、孔型规整度、侧壁完整性多项指标,T-1、T-2参数组的加工质量最优,无碳化残胶、孔壁损伤、畸变等缺陷,初步判定为合格参数组合。
3.1.3 AOI孔底缺陷检测结果
对UV激光加工后的试样进行水平化学除胶渣处理,通过AOI设备检测孔底残胶与黑孔缺陷(结果如表5所示)。检测发现,传统单一化学除胶工艺无法彻底清除PTFE盲孔孔底微量碳化残留;同时PTFE树脂具备多孔微观结构,未彻底清洁的孔底经化学药水侵蚀后,极易诱发黑孔缺陷。
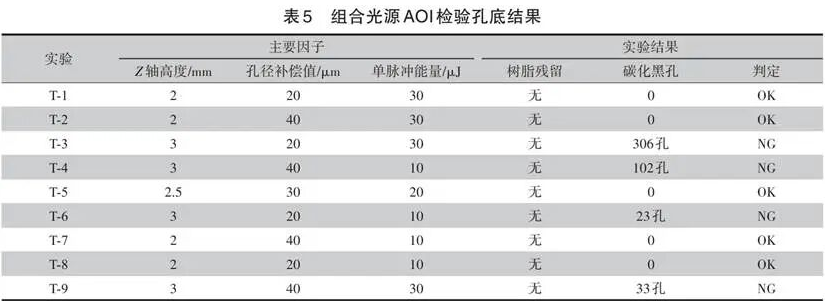
实验同时验证了Z轴高度的核心影响作用:所有Z轴高度3mm的实验组均出现不同程度黑孔缺陷,与微观形貌观测结果高度吻合。最终筛选得出最优UV激光工艺参数:Z轴高度2mm、孔径补偿20μm、单脉冲能量30μJ。该参数组合可彻底清除孔底碳化残胶,无黑孔、孔型损伤、底铜破损等缺陷,目前已成功应用于百能云板PTFE高频混压板量产制程,有效提升了产品良率与加工一致性。
3.2 电镀后孔型孔径品质分析
采用最优参数组合加工测试板,依次完成等离子体活化、电镀填孔、线路图形制作工序,通过金相切片分析盲孔孔型与孔径品质(结果如表6、图7所示)。测试结果显示,经CO₂+UV组合激光工艺优化后,盲孔孔型规整、侧壁平滑,上下孔径比可达90%以上;受板材本身无机填料特性影响,孔底小脚尺寸可稳定控制在≤20μm,完全符合行业品质管控标准,满足终端客户量产质量要求。
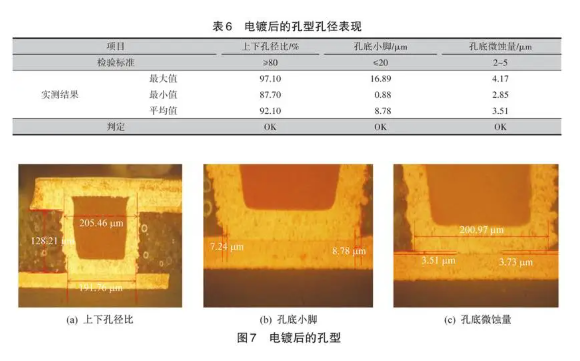
行业常规工艺要求盲孔底铜微蚀量≤3μm,本工艺中UV激光对底铜形成可控轻微损伤,微蚀量稳定控制在2~5μm区间,无过度蚀铜、底铜破损、铜层穿透等问题,完全适配后续电镀、线路制作等全制程工序。
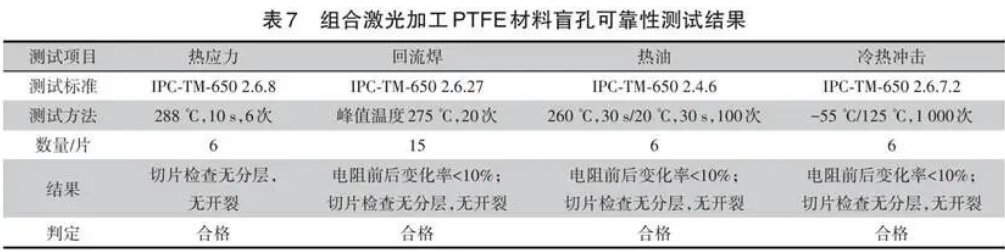
3.3 成品可靠性测试结果
对完成全部制程的测试板开展耐电流、回流焊、热油浸泡、冷热冲击等严苛可靠性测试(测试结果如表7所示)。所有测试样品均未出现孔底分层、线路开路、氧化、结构形变等不良问题,盲孔层间互连稳定性、结构环境耐受性表现优异,可完美适配车载毫米波雷达高温、高湿、温差波动大的复杂工况,满足高频PCB长期可靠运行的使用要求。
4 结论
针对PTFE高频/FR4混压板材盲孔加工过程中碳化残胶、孔型畸变、清洁不彻底等行业共性难题,本文依托百能云板高频PCB量产制造平台,开展CO₂+UV非一体机组合激光加工工艺实验研究,通过加工路径优化、正交参数试验、多维度品质验证,确定了最优工艺方案,有效突破单一CO₂激光加工的技术短板,主要研究结论如下:
1. 对位偏差补偿优化:CO₂与UV非一体机两次独立加工存在最大30μm对位偏差风险。通过30μm孔径外扩补偿设计,可实现激光加工路径对盲孔孔底的全覆盖,彻底规避对位偏位引发的局部残胶残留、清洁不均匀等加工缺陷,保障批量生产的一致性。
2. 最优UV激光工艺参数组合:采用螺旋填充清胶模式、4圈螺旋扫描路径,可实现孔底激光能量均匀分布,大幅提升残胶清除效果;匹配最优工艺参数(Z轴高度2mm、孔径补偿20μm、单脉冲能量30μJ),可彻底清除PTFE盲孔孔底碳化残胶,杜绝黑孔缺陷,同时保障孔型完整、底铜无过度损伤,实现加工精度与品质的双重提升。
3. 工艺量产可靠性优势:经组合激光工艺优化后的PTFE盲孔,孔径均匀性、孔底小脚尺寸、底铜微蚀量等核心指标均优于行业管控标准。成品通过多项严苛可靠性测试,结构稳定、性能可靠,可完全满足车载毫米波雷达高频PCB的批量量产需求,具备极高的工程应用与产业化价值。
未来,百能云板将持续深耕高端高频、高速PCB制造领域,持续迭代优化特殊板材精密加工工艺,以技术创新驱动产品品质升级,为5G通信、车载毫米波雷达、智能驾驶等前沿领域,提供更高精度、更高可靠性的PCB产品与一体化制造解决方案。