首页/新闻动态/一文带你了解氮化铝(AlN)陶瓷基板生产工艺
一文带你了解氮化铝(AlN)陶瓷基板生产工艺
氮化铝陶瓷(AlN)作为新一代先进电子封装材料,凭借其优异的热-电-机协同特性成为大功率集成电路基板的首选解决方案。其核心优势体现在:
(1)热管理层面,170-230 W/(m·K)的高热导率匹配(4.5×10⁻⁶/K)硅基热膨胀系数;
(2)电性能方面,介电常数≤9.1(1MHz)、损耗角正切≤0.0005的高频信号完整性保障;
(3)环境兼容性上,兼具UL94 V-0级绝缘性能与RoHS认证的无毒环保特性。这些特性有效解决了5G基站、新能源汽车IGBT模块等领域的高频化、集成化封装散热难题。
虽然热压、等静压适用于制备高性能的片式氮化铝,但成本高、生产效率低,无法满足电子工业对氮化铝陶瓷基片用量日益增加的需求。为了解决这一问题,近年来很多厂家采用流延法成型氮化铝陶瓷基片。流延法也已成为电子工业用氮化铝陶瓷基板的主要成型工艺。
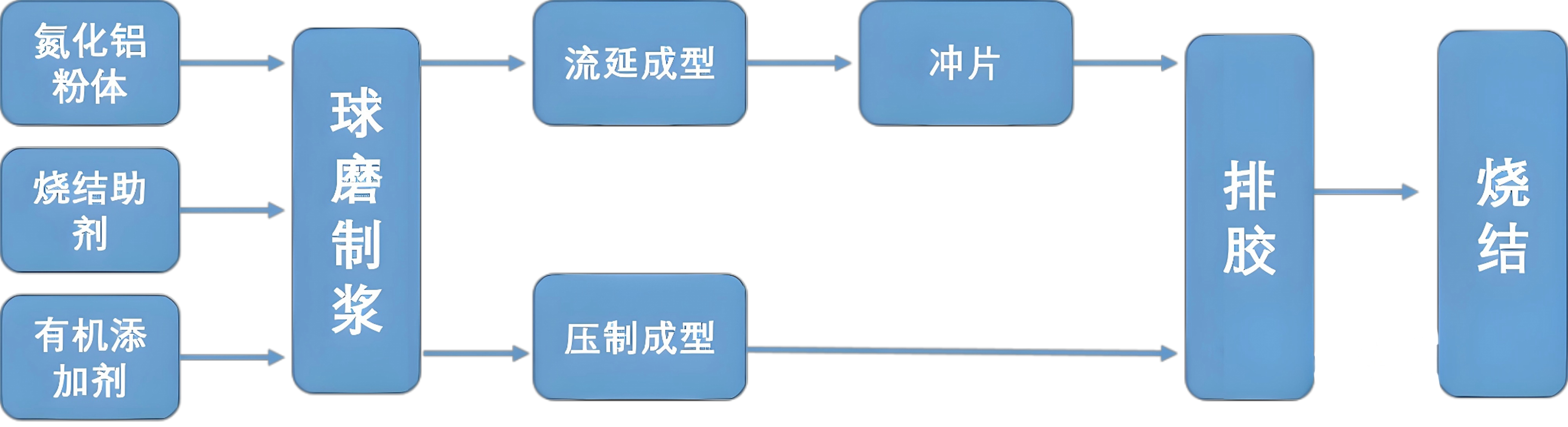
一 球磨制浆
二 流延成型
流延成型生产效率高,易于实现生产连续化和自动化,降低成本,实现大批量生产。生产的基板厚度可薄至10µm以下,厚可至1mm以上。流延成型是AlN氮化铝陶瓷基板向实用化转化的重要一步,有着重要的应用前景。
与其他成型工艺相比,流延成型具有很多优点:
1)设备工艺简单,可连续生产;
2)可制备单相或复相陶瓷薄片材料;
3)产品的缺陷小,性能均一,生产效率高,可连续操作;
4)均可大、小批量生产,适于工业生产;
5)非常适用于大型薄板的陶瓷部件的制备,这是流延成型最大的特点,是压制或者挤压成型工艺很难实现的。
三 排胶
经流延法制得的基片素坯,由于内含大量的有机物,其内部的孔隙率较大,强度较低,若直接进行烧结,会导致基板产生较强的收缩,基板翘曲,而且在烧结时还会导致坯片的相互粘结,影响基板的成品率和热导率。为了防止以上缺陷的产生,在1100℃的氮气气氛炉中预烧后再进行烧结,可以提高素坯强度,减少孔隙率,得到平整度高、性能良好的AlN基板材料。
四 烧结
在经排胶之后,氮化铝基板将进行高温烧结。高导热氮化铝基片的烧结工艺重点包括烧结方式、烧结助剂的添加、烧结气氛的控制等。
由于AlN属于共价化合物,自扩散系数小,烧结致密化非常困难,通常需要使用稀土金属氧化物和碱土金属氧化物作为烧结助剂来促进烧结,但仍需要1800℃以上的烧结温度。
通过以下三种途径可以获得致密的高性能氮化铝陶瓷:(1)使用超细粉;(2)热压或等静压;(3)引入烧结助剂。
AlN基片较常用的烧结工艺一般有5种,即热压烧结、无压烧结、微波烧结、放电等离子烧结和自蔓延烧结。其中热压烧结是目前制备高热导率致密化AlN陶瓷的主要工艺。