首页/新闻动态/SiC功率器件核心材料——AMB陶瓷基板及钎焊工艺
SiC功率器件核心材料——AMB陶瓷基板及钎焊工艺
2024-07-29 14:40:07
169
在电动汽车市场,消费者的核心关切聚焦于续航里程与充电焦虑两大痛点,这一趋势正深刻引领着行业发展方向。为积极响应市场需求,国内顶尖车企已抢先布局,纷纷推出搭载800V高压快充技术的车型,旨在从根本上缓解消费者的续航焦虑,加速充电过程。随着政府政策的鼎力支持及行业技术标准的日益完善,高压快充技术的应用边界正迅速拓展,预示着电动汽车充电体验的全面升级。
在此背景下,SiC(碳化硅)材料以其卓越的高频、高压、高温耐受性,以及出色的散热性能、紧凑体积、低能耗特性和高功率输出能力,成为了新能源汽车领域内的明星材料。SiC的应用不仅为新能源汽车赋予了“高压+长续航”的双重优势,更被视为解决当前行业瓶颈、推动新能源汽车产业迈向新高度的关键钥匙。因此,“SiC上车”已成为新能源汽车产业热议的焦点话题,预示着一场由材料创新引领的技术革命正在加速到来。
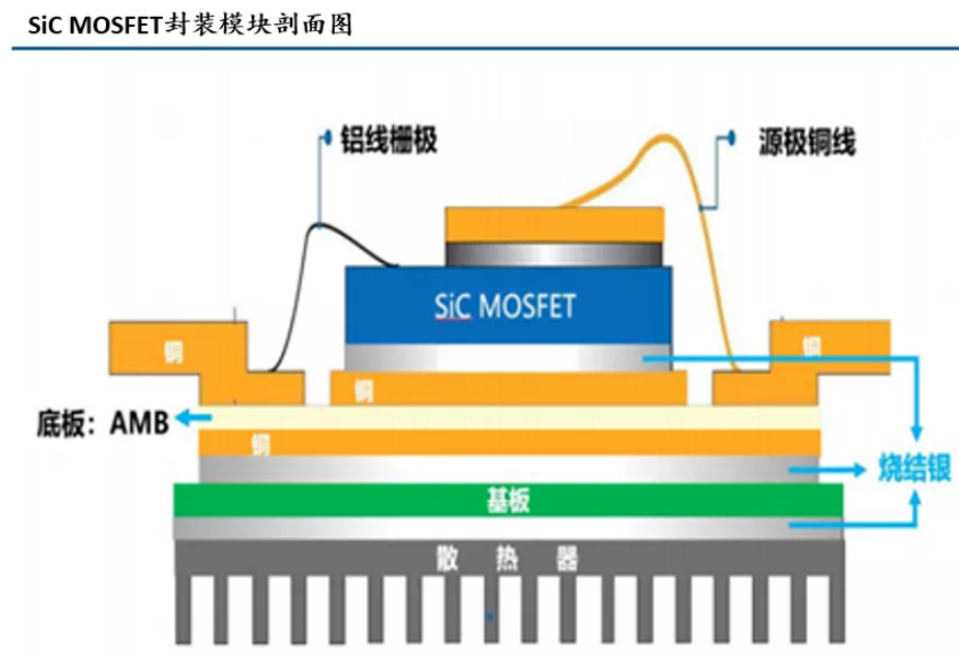
AMB陶瓷基板成SiC功率器件首选
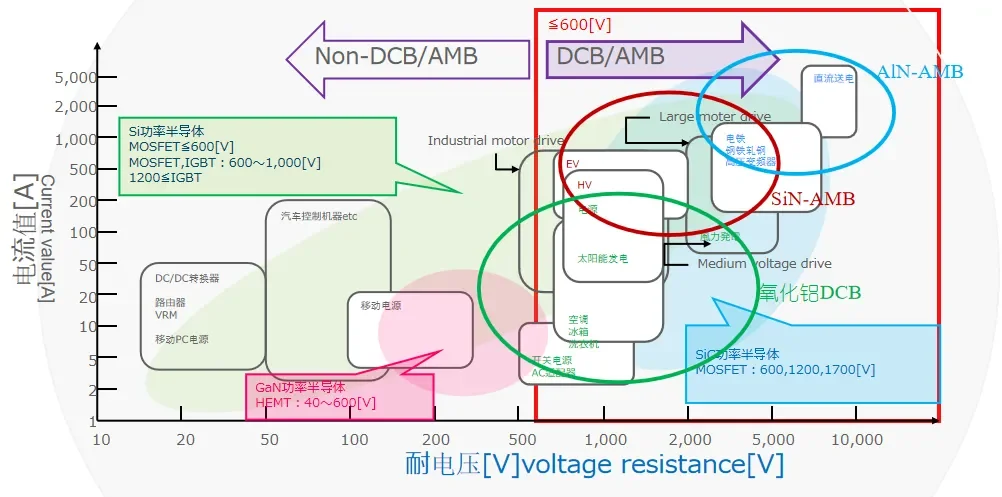
陶瓷基板按照工艺主要分为DBC、AMB、DPC、HTCC、LTCC等基板,按照基板材料划分主要为氧化铝(Al2O3)、氮化铝(AlN)和氮化硅(Si3N4),其中氧化铝陶瓷基板最常用,主要采用DBC工艺;氮化铝陶瓷基板导热率较高,主要采用DBC和AMB工艺;氮化硅可靠性优秀,主要采用AMB工艺。
上一篇:如何选择高频高速PCB板材
热门新闻

百能云板16层2阶HDI工业视觉主板:高密度互连与工业可靠性标杆
2026-06-01
11:46:34

高频 / 高速PCB基材选型:FR-4、Rogers、Megtron
2026-05-27
14:17:12

2026-05-26
11:05:16