DPC陶瓷基板电镀铜加厚工艺
2025-07-08 10:30:19
199
在陶瓷基板金属化领域,直接镀铜(DPC)技术因其卓越的高线路精度(线宽/线距≤50μm)、优异的导热性(如氮化铝基板热导率≥170W/mK)及低温制程特性(<300℃),已成为大功率半导体封装的首选方案。作为DPC工艺的核心环节,电镀铜加厚直接决定着基板的导电性能、机械强度及长期可靠性。本文旨在深入解析该加厚工艺的技术流程、关键控制点,并探讨其前沿创新方向。
一、电镀铜加厚工艺的技术定位
该工艺位于DPC流程中后期,核心目标是将磁控溅射与化学沉铜形成的种子层(≤1μm)增厚至功能厚度(0.5–3.0 OZ,合17–105μm),以满足:
① 高电流承载能力(>20 A/mm²)
② 低电阻导通(体电阻率≤2.0 μΩ·cm)
③ 三维互连结构集成需求
其镀层质量直接决定基板的导电性、机械强度及热管理性能(导热路径完整性)。
二、电镀铜加厚的核心流程
前处理:表面活化与界面强化
微蚀粗化:
采用酸性微蚀体系(如H₂SO₄-H₂O₂),清除铜面氧化物并形成微锚定结构(Ra=0.3–0.8μm),提升镀层结合力(>1.5 kN/m)。
酸洗除油:
酸性除油剂去除有机残留,抑制镀层空洞缺陷(空洞率<0.1%)。
预浸活化:
胶体钯催化液(Sn²⁺/Pd²⁺)吸附于孔壁,建立化学镀铜活性位点,保障通孔垂直互连导电性(电阻偏差≤5%)。
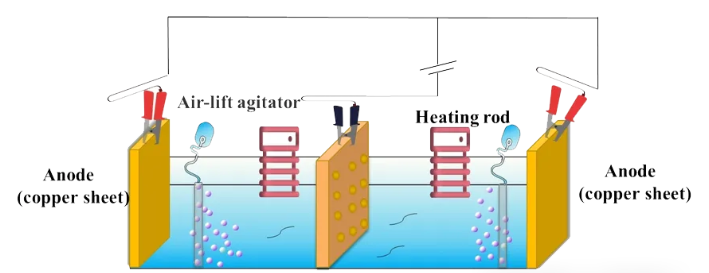
电镀铜工艺:精密沉积控制
电解液体系:
CuSO₄基主液(180–250 g/L) + H₂SO₄(40–70 g/L) + 复合添加剂:
光亮剂(聚二硫二丙烷磺酸钠)→ 细化晶粒
整平剂(咪唑啉季铵盐)→ 改善平面均匀性
抑制剂(PEG-6000)→ 调控边缘沉积速率
关键工艺参数:
| 参数 | 控制范围 | 偏离风险 |
|---|---|---|
| 电流密度 | 1.5–4 A/dm² | <1.5A:沉积速率过低 |
| >4A:烧焦/枝晶生长 | ||
| 温度 | 20–30℃ | >35℃:添加剂分解失效 |
| 阴阳极面积比 | 1:1~1:2 | 比例失衡→边缘效应加剧 |
通孔填充技术:
采用脉冲反向电镀或水平电镀线,结合旋转阴极设计,实现高深径比通孔(≤8:1)无空洞填充(孔径≥0.2mm,填充率>99%)。
图注:DPC陶瓷基板电镀铜截面示意图(展示通孔填充效果)
后处理:结构稳定性优化
退火强化:
300–400℃氮气氛围退火30–60分钟,实现:
消除电镀内应力(应力值≤30 MPa)
提升延展性(延伸率≥15%)
增强热循环寿命(-55~150℃循环>500次)
表面精整:
砂带研磨去除氧化层,获得超平整表面(Ra≤0.1μm),满足阻焊层涂覆/表面处理(ENIG/OSP)的界面要求。
三、工艺瓶颈与创新解决方案
铜层-陶瓷界面结合力强化
瓶颈本质:热膨胀系数失配(陶瓷≈4.5 ppm/K vs 铜≈17 ppm/K)导致热循环分层风险
创新方案:
激光微织构技术:采用紫外激光(波长355nm)在陶瓷表面刻蚀微孔阵列(直径20–50μm,深10–30μm),→ 形成机械互锁结构,使结合力提升至>2.0 kN/m(较传统工艺+40%)
梯度退火晶界重构:250–300℃氮气氛围阶梯升温退火(保温2h),驱动铜晶粒再结晶与晶界迁移,→ 延展性提升≥35%(延伸率从12%→16.2%),内应力降至<20 MPa
大面积铜层厚度均一性控制
瓶颈本质:电流边缘效应导致厚度差>15%(中心vs边缘)
创新方案:
磁控溅射旋转沉积:基板公转+自转复合运动(转速10–30 rpm),实现双面镀膜厚度偏差<3%(100×100mm基板)
自适应阳极阵列电镀:
阳极分区独立控制(模块间距5mm)
实时反馈厚度监测(β射线测厚仪)
动态调节电流分布(边缘区域电流密度+15–20%)
全板面厚度极差≤5μm(目标厚度100μm时)
高深径比通孔无缺陷填充(补充关键瓶颈)
瓶颈本质:深径比>5:1时孔内添加剂扩散受阻,形成"狗骨"缺陷
创新方案:
脉冲-周期反向(PPR)电镀:正向脉冲(ton=20ms, Jp=6A/dm²) + 反向剥离(toff=5ms, Jr=2A/dm²)→ 消除孔口堆积,实现深径比10:1通孔填充(孔径0.15mm,填充空洞率<0.05%)
微流场辅助灌注:
电镀液轴向流速>2m/s,强制更新孔内溶液,维持添加剂浓度均衡
四、行业应用与性能验证
新能源汽车功率模块
核心需求:≥300A瞬时电流承载(IGBT模块)
工艺响应:
铜层厚度 ≥100μm(电导率>58 MS/m)
结合力 >2.2 kN/m(通过-40℃~175℃ 1000次热循环验证)
典型案例:车载逆变器基板(尺寸50×70mm)导通电阻 <0.15 mΩ
5G毫米波射频器件
核心需求:高频信号低插损(28GHz频段插损<0.3 dB/cm)
工艺响应:
铜基底层+化学沉镍金(ENIG)表面处理
金层厚度 0.05–0.1μm(粗糙度Ra≤0.1μm)
镍层磷含量 7–9 wt%(抑制信号涡流损耗)
应用场景:AAU天线馈电网络(介电损耗角tanδ≤0.002)
固态激光雷达光学引擎
核心需求:VCSEL芯片结温控制(ΔT<10℃ @ 50W脉冲功率)
工艺响应:
铜线路 超精密研磨(Ra<0.5μm)
热导率 ≥380 W/(m·K)(达理论值95%以上)
热阻 <0.15 K/W(芯片至散热器路径)
未来挑战与技术演进方向
多物理场协同优化挑战
| 维度 | 当前水平 | 下一代目标 |
|---|---|---|
| 镀层均匀性 | 厚度极差5μm | ≤2μm(200mm基板) |
| 界面结合力 | 2.0 kN/m | >3.0 kN/m(经3000次热循环) |
| 热管理效能 | 热阻0.15 K/W | <0.08 K/W(微通道集成) |
超厚铜沉积技术突破
工艺瓶颈:
厚度>150μm时内应力积累导致翘曲(>1 mm/m)
电镀速率>8μm/min时晶粒粗化(晶粒尺寸>5μm)
创新路径:
脉冲激光退火:局部瞬时升温(>600℃/ms)实现应力选择性释放
超重力电镀:离心加速度>500g 强化离子传输,沉积速率提升至 15μm/min
异质集成新需求
2.5D/3D封装:硅转接板(TSV)与DPC基板共键合时的 Z向膨胀匹配(铜柱形变<0.1%)
宽禁带半导体:GaN器件开关频率>100kHz要求铜层 趋肤效应抑制(表面粗糙度<0.3μm)