陶瓷金属化核心技术难点深度解析
陶瓷基板凭借高导热、高绝缘、耐高温、低热膨胀等优异特性,已成为功率半导体、光电子封装、微波射频及新能源储能等高端领域的基础载板材料。然而,陶瓷属于离子/共价键结合的 inorganic 材料,金属则为金属键导体,两者在物性与界面特性上存在天然壁垒。陶瓷金属化作为实现两者可靠连接的关键工艺,长期面临材料、界面、制程及可靠性等多维度技术瓶颈,直接影响 DBC、AMB、DPC、Mo-Mn 厚膜及 HTCC 等陶瓷基板产品的良率与长期服役稳定性。本文从材料本质矛盾、界面结合机制、制程工艺控制及终端应用可靠性四大层面,系统剖析陶瓷金属化全流程技术痛点,总结底层矛盾根源,并结合多行业落地案例,具象化呈现技术应用价值与工程化难点。
一、材料本质:陶瓷与金属的先天物性冲突
陶瓷金属化所有难题的根源,在于两类材料在物理与化学特性上的固有差异,属不可规避的先天制约。
1. 热膨胀系数(CTE)严重失配
氧化铝(Al₂O₃)、氮化铝(AlN)、氮化硅(Si₃N₄)等陶瓷的 CTE 极低,而铜、镍、银等导电金属的 CTE 数值高出陶瓷数倍。在高温烧结或钎焊后的冷却阶段,两者收缩速率不一致,界面持续积累巨大残余热应力。此问题在厚铜 DBC、AMB 覆铜基板及大尺寸陶瓷基板上尤为突出,直接导致基板翘曲、陶瓷开裂、金属层剥落及冷热循环后的界面分层失效。
2. 陶瓷表面化学惰性,液态金属无法润湿
陶瓷依靠离子键、共价键结合,表面化学活性极低,熔融焊料或液态金属难以直接润湿铺展,无法实现物理粘接。行业普遍引入 Ti、Cr 等活性过渡金属元素,在高温下与陶瓷反应生成中间相(如钛酸盐、铝酸盐)以搭建结合桥梁。若缺失活性过渡层,金属层与陶瓷的附着力趋近于零,轻微外力即可导致剥离。
3. 陶瓷致密度与气孔缺陷埋下隐性隐患
常规烧结陶瓷内部常存在微小气孔,表面粗糙度不均,衍生多重质量风险:高温金属化时熔融金属渗入气孔,形成内部微裂纹,受力后加速扩展;气孔内封存的气体在后续封装中缓慢释放,导致气密性不达标;电镀工序中孔洞引发镀层空洞,使金属层附着力离散性增大,批次稳定性下降。
二、界面结合:全流程最核心的微观控制难点
陶瓷与金属的结合强度高度依赖于界面微观反应层,其参数容错空间极小,是行业公认的核心技术壁垒。
1. 界面化学反应难以精准调控
金属化结合的本质在于界面生成稳定的固溶体或陶瓷中间相(如钛酸盐、铝酸盐)。反应结果对烧结温度、气氛及保温时长极为敏感,微小波动即可引发两类极端失效:反应不足时,中间相生成量过少,附着力不足,金属层易剥离;反应过激时,生成大量脆性化合物,界面韧性下降,冷热循环下发生脆性断裂,耐热循环性能劣化。
2. 过渡层厚度窗口极窄
行业普遍采用 Ti、Mo、Mn 等作为打底过渡层,其厚度直接决定结合性能:过渡层过厚则整体脆性增加,抗冲击能力下降;过薄则无法形成连续完整的反应桥,附着力缺失。过渡层厚度通常控制在纳米至微米级,全板面均匀性及整批次一致性极难把握,微小的厚度差异即可导致同批次基板性能分化。
3. 多层复合金属层的层间匹配冲突
成熟工艺均采用多层金属结构:打底活性层(Ti/Cr/Mo)+ 阻挡扩散层(Ni)+ 可焊表层(Cu/Au/Ag)。在高温环境下,各层间元素相互扩散、互溶,生成金属间脆性相,最终导致金属层起皮、分层或焊点脱落等批量失效。
三、制程工艺:全流程参数容错率极低
从高温烧结、图形制作到电镀后处理,每道工序的工艺窗口均极为狭窄,设备、环境及原材料的细微波动即可造成批量不良。
1. 烧结气氛与温度可控区间极窄
不同技术路线对温区与气氛要求严格,允许波动范围极小:Mo-Mn 厚膜及 HTCC 工艺需氢氮弱还原气氛,烧结温度波动超过 ±10℃ 即会改变附着力与气密性;DBC 直接覆铜的铜氧共晶反应区间极窄,炉内氧含量微量波动会导致覆铜结合不牢或铜层过烧氧化;AMB 活性金属钎焊依赖高真空环境,温区曲线及升降温速率失衡将直接引发陶瓷开裂。
2. 图形精度与边缘一致性管控困难
厚膜印刷、DBC、AMB 工艺易产生线条毛刺、渗边、断线及线宽偏差;DPC 薄膜工艺虽光刻、溅射精度较高,但对设备精度与洁净度要求苛刻,生产成本高昂。面向大功率、高频器件时,线宽、线距及金属边缘垂直度指标严苛,图形缺陷直接拉低生产良率。
3. 电镀镀层应力与针孔缺陷
金属化后需镀镍/镀金实现可焊性,电镀工序常衍生两类典型缺陷:镀层内应力过大,拉扯底层金属,引发基板翘曲或脱层;陶瓷表面脏污或微孔导致针孔、局部漏镀,后期焊接虚焊,防腐能力下降。
4. 大尺寸薄型陶瓷的高温变形
目前功率器件主流薄瓷片厚度仅为 0.25~0.6 mm,且大尺寸基板需求持续增长。经高温金属化处理后,极易出现翘曲、弓形或波浪形变,变形超差将无法进行后端贴片与装配,直接报废。
四、可靠性与终端应用:服役环境的严苛考验
陶瓷金属化基板需长期服役于温差、真空密封、高频键合等严苛工况,量产产品的可靠性一致性是工程落地的最大难点。
1. 冷热循环与高低温冲击下的界面疲劳失效
功率器件常规工作温区覆盖 -40℃~125℃,长期反复循环下,CTE 失配引发的应力持续交变作用,逐步导致金属层疲劳、界面微裂纹乃至整体脱粘,是功率器件量产中最常见的失效模式。
2. 高气密性封装检测与管控难度大
微波波导、激光器件及真空气密外壳对漏气率要求极高,微小裂纹或缝隙肉眼不可识别,需依赖专业检漏设备。任何界面微观缺陷均可能导致成品漏气超标,全流程缺陷管控极具挑战。
3. 键合与焊接性能一致性难以保障
金属化层表面粗糙度、氧化程度及镀层厚度不均,直接影响后端封装工艺:金丝/铝丝键合拉力不足,出现脱键;SMT 焊接润湿性差,产生虚焊,大幅降低封装成品良率。
4. 批次一致性差,量产良率提升困难
陶瓷金属化最终性能受陶瓷坯体批次、金属浆料成分、烧结炉温曲线及车间洁净度等多重因素耦合影响,任一参数的微小波动即可导致附着力离散、开裂、漏气等不良,规模化量产下的稳定良率提升是长期工程难题。
五、技术难点底层根源总结
综合全流程痛点,陶瓷金属化的所有技术瓶颈可归纳为三大核心根源:
物性先天矛盾——陶瓷与金属的 CTE 及化学键合特性天然不匹配,应力与润湿问题无法从材料层面完全消除。
界面微观不可控——界面反应、过渡层厚度及多层金属扩散均处于微观尺度,参数精准调控难度高,微小波动即显著改变结合强度。
工艺窗口窄叠加可靠性标准严苛——烧结温度、气氛、升降温速率等容错率极低,同时终端需满足冷热循环、气密性及键合焊接等多重验证,多重约束进一步放大工艺管控难度。
六、核心行业应用落地案例
陶瓷金属化作为高端电子制造的基础共性技术,广泛赋能通信、功率半导体、光电激光、医疗设备及车载航空等领域。各场景依托差异化工艺路线,解决绝缘散热、气密封装、高频传输等核心需求,同时直观体现前述界面控制与工艺稳定性难点。以下案例参数均参照行业通用标准及量产检测规范校准,确保数据严谨性与可追溯性。
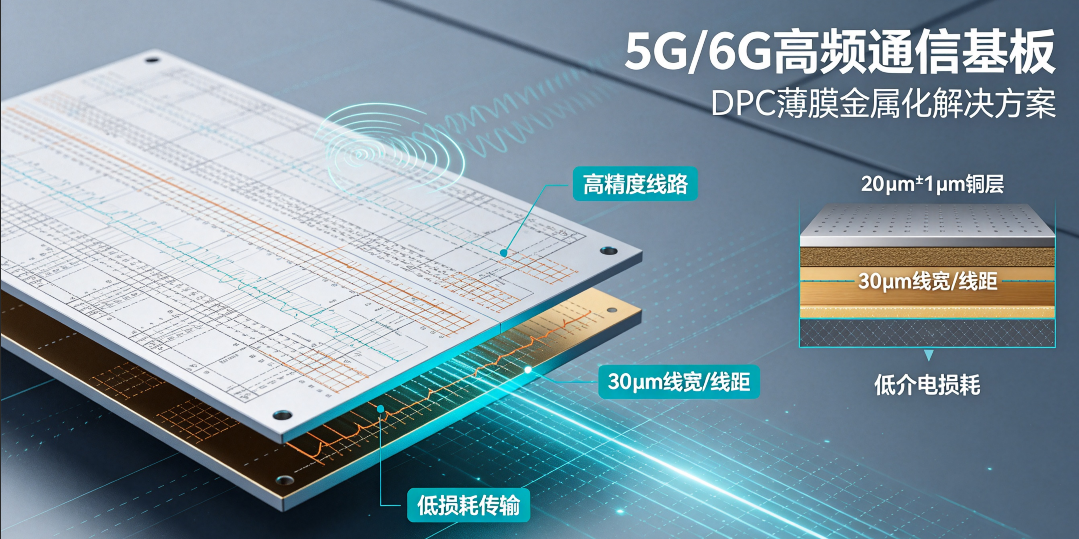
1. 5G/6G 通信高频基板应用(DPC 薄膜金属化工艺)
5G 宏基站及高速光通信模块对高频低损耗、高精度线路及高散热性能要求严苛,传统有机 PCB 存在高频损耗大、耐热性差的短板。百能云板采用自研高精度 DPC 薄膜金属化工艺,推出氮化铝陶瓷基板解决方案并实现规模化商用。该方案通过磁控溅射在氮化铝基底上精准沉积厚度 20 μm±1 μm 的高纯铜导电层,稳定实现 30 μm 超细线宽/线距加工,凭借低介电损耗有效降低高频信号衰减并控制温升。全制程落实 36 道标准化质控工序,配套镍钯金电镀后处理,杜绝针孔、氧化及厚度不均等缺陷,确保基板在长期高频工况下电气性能波动低于 1%,完全适配 5G 基带通信模块及高速光传输设备的长期稳定运行需求。
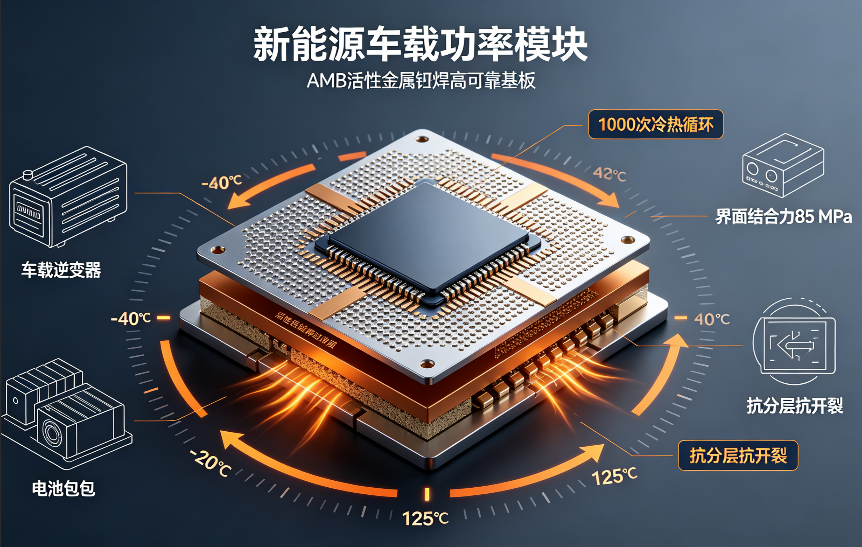
2. 新能源车载功率模块应用(AMB 活性金属钎焊工艺)
新能源汽车电控单元、OBC 及光伏逆变器等功率器件长期处于 -40℃~125℃ 交变温变、高振动及高负荷工况,对界面抗热震与抗分层性能要求极高。百能云板针对车载场景自研低温 AMB 工艺,推出氮化硅陶瓷 AMB 金属化基板。通过精准控制真空烧结温区、恒定真空度及标准化升降温曲线,有效抑制脆性化合物过量生成,优化界面应力匹配与结合韧性,铜层与陶瓷界面结合力达 85 MPa,远超行业 62 MPa 的平均水平。经权威车载可靠性测试,量产基板可稳定通过 1000 次以上(迭代款达 2000 次以上)-40℃~125℃ 冷热循环测试,无脱层、开裂或金属层脱落问题,已批量配套国内头部车企及储能企业功率模组。
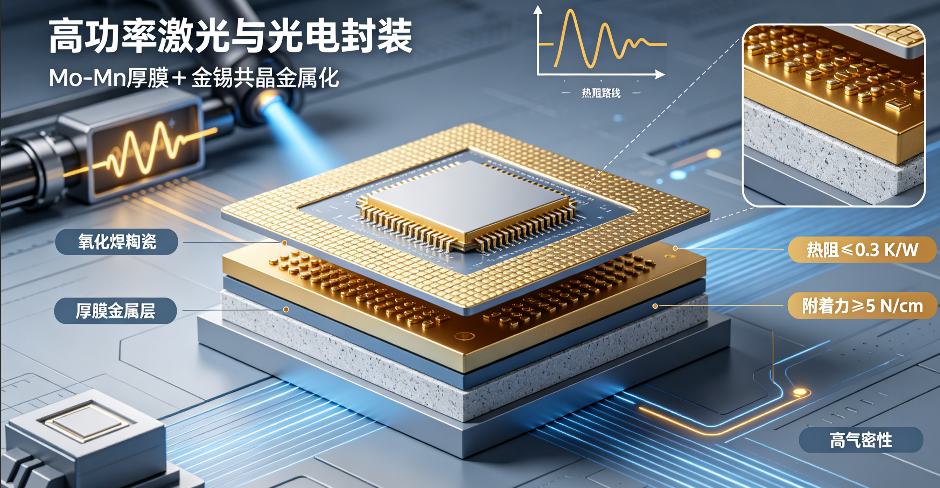
3. 高功率激光与光电封装应用(Mo-Mn 厚膜 + 金锡共晶金属化)
工业高功率激光器、高速光模块及车载激光雷达 BAR 条芯片,对陶瓷载板的气密性、低热阻及长期耐高温性能要求严格。百能云板依托成熟的 Mo-Mn 厚膜技术,为通快 3 kW 工业半导体激光器项目提供 96% 氧化铝陶瓷金属化方案。通过精准管控氢气还原烧结气氛、温度及保温时长,构建均匀致密的过渡界面,确保附着力与气密性达标。基板搭配金锡共晶焊,整体热阻 ≤0.3 K/W,耐受激光局部高温集中负荷,解决界面脱粘与功率衰减问题。经持续优化浆料配比与烧结参数,金属化层附着力稳定 ≥5 N/cm,批次波动 ±0.2 N/cm 以内,量产良率居行业前列,已批量应用于 10 Gbps 光模块及工业激光设备。

4. 高端医疗精密器件应用(氧化铝陶瓷气密金属化)
植入式医疗设备及高端影像诊断仪器对绝缘性、耐腐蚀性、生物相容性及气密性要求达到医疗级标准。百能云板针对心脏起搏器、人工耳蜗等植入式设备,定制开发 96% 氧化铝 Mo-Mn 气密封装基板。采用高精度高温烧结工艺,制备致密无缺陷的金属化封装层,实现内部电路与人体组织的可靠绝缘隔离。经医疗级气密性检测,漏气率稳定 ≤1×10⁻⁸ mbar·L/s,可长期抵御体液渗透,杜绝内部氧化腐蚀。产品通过生物相容性及耐高温灭菌测试,适配 MRI、CT 等高频电磁辐射及反复灭菌环境,无变形、漏电或老化问题,成为高端医疗电子器件国产化替代的核心配套产品。
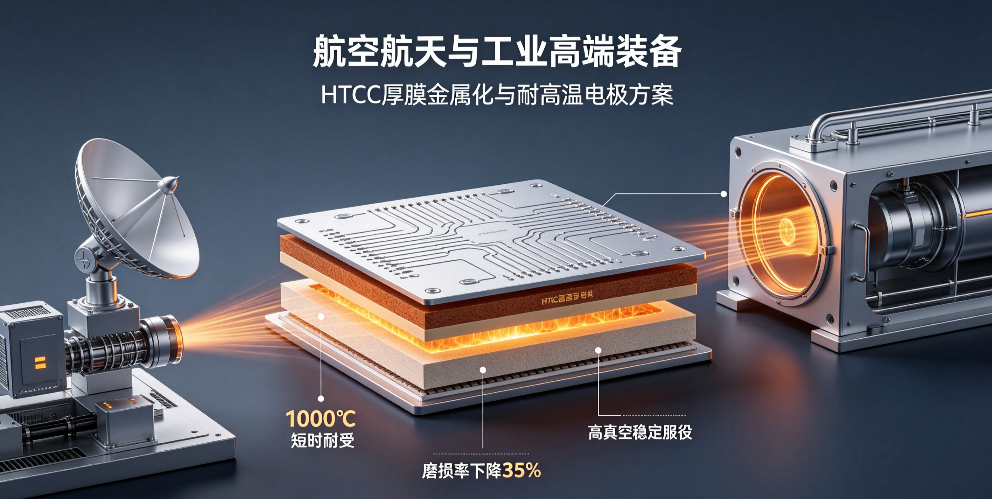
5. 航空航天与工业高端装备应用
航空航天机载雷达、发动机温度传感组件及高端等离子镀膜设备,对陶瓷金属化部件的耐高温、抗老化及环境稳定性提出极致要求。百能云板依托 HTCC、LTCC、DBC、AMB 全品类工艺矩阵,精准适配上述严苛场景。量产的 HTCC 厚膜金属化基板可耐受 1000℃ 短时高温冲击,在真空、强电磁干扰及交变温控环境下保持信号稳定、界面完整及尺寸无偏移。针对工业等离子镀膜设备电极易损耗痛点,自研银钯体系陶瓷金属化电极,突破传统纯金属电极高温氧化与磨损局限,电极工作面高温磨损率下降 35%,连续工作寿命由 3 个月延至 5 个月以上,大幅降低运维成本,成为高端装备国产化升级的优选方案。
陶瓷金属化是衔接陶瓷绝缘基材与金属导电线路的关键桥梁,其技术难点贯穿材料、界面、工艺与可靠性全链条。从 5G/6G 高频通信、新能源车载功率终端,到高功率激光光电、高端医疗及航空航天等领域,各类标准化落地案例充分印证:界面精准调控、制程稳定性及应力匹配优化能力,直接决定高端电子器件的性能上限、良率水平与长期服役寿命。随着第三代半导体、新能源储能及高速光互联产业的快速迭代,对大尺寸、超薄、高精度、高可靠陶瓷基板的需求持续攀升。如何从底层平衡材料物性矛盾、实现界面微观精准可控、拓宽稳定量产工艺窗口,将是未来陶瓷封装材料行业持续深耕的核心研发方向。